




Plast tørretumbler
JIANGSU GET GENBRUG TEKNOLOGI CO% 2c. LTD
Originalt fra Europa fra 2002, med over 160 plastgenbrugsprojekter i drift i øjeblikket, GET Recycling giver dig et klart råd med en skræddersyet løsning på baggrund af dine plastik og krav. GET er en af dine ideelle partnere inden for genbrug fra begyndelsen af forhandlingerne til søgningen efter de bedste løsninger, og fra fremstilling af maskiner til eftersalgsservice.






Hvorfor vælge os
Kvalitetssikring
Høj effektivitet ved høj kapacitet, højkvalitets standard genbrugsanlæg til Rimelig investering, GET genbrugsudstyr og linjer understøtter operationel ekspertise og økonomisk ydeevne for hver kunde.
God service
GET er en af dine ideelle partnere inden for genbrug fra begyndelsen af forhandlingerne til søgningen efter de bedste løsninger, og fra fremstilling af maskiner til eftersalgsservice.
Fornuftig pris
Kræv de højeste priser på slutproduktet.
Hurtig levering
Høj effektivitet ved høj kapacitet, højkvalitets standard genbrugsanlæg til Rimelig investering, GET genbrugsudstyr og linjer understøtter operationel ekspertise og økonomisk ydeevne for hver kunde.
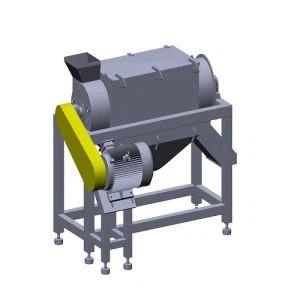
Hvad er plast tørretumbler
Plasttørrer er designet til at fjerne fugt i plastmaterialet før behandling. Luft presses gennem et tørremiddellag for at gøre det ekstremt tørt. Denne luft opvarmes derefter til en specificeret temperatur og føres ind i en tørrebeholder, der indeholder det materiale, der skal tørres.
Hvordan plasttørring foregår, og hvorfor det er vigtigt
Plasttørring er afgørende for processen med støbning eller ekstrudering af enhver plastdel. Mange defekter, både kosmetiske og funktionelle, vil opstå, hvis plastharpiksen ikke er tilstrækkeligt tørret inden forarbejdning.
Alle plasttyper er påvirket af fugt og skal igennem en tørreproces, før de støbes eller ekstruderes. Tørringskravene til de mange plasttyper varierer meget, lige fra materialer som polystyren, der kan tørres på få timer ved lav temperatur, til PET, der kan tage op til 12 timer ved meget højere temperatur.
Sådan fungerer plasttørring
- Grundlæggende er der tre hovedmetoder til tørring af plast, der skal bruges i sprøjtestøbning eller ekstruderingsstøbning. Disse er in-the-machine, varmluft og tørretumblere.
- Tørring af plast i maskinen er ikke almindeligt udført, fordi få maskiner har afgasningsstadiet til stede i plastificeringszonen af støbemaskinen. De fleste processorer bruger i stedet en ekstern tørretumbler.
- Virksomheder udvikler i stigende grad nyere og bedre teknologier for at gøre plasttørringsprocessen billigere, mere effektiv og grønnere.
- Et meget godt eksempel på denne nyere teknologi er hjultørreren med tørremiddel. I denne metode er tørremidlet meget mere effektivt, elforbruget er meget mindre, og resultaterne er meget bedre end de ældre, mere traditionelle metoder.
- Her er en god video, der viser, hvordan plastik tørres.
Varmlufttørrere
Varmlufttørreren fungerer efter et meget simpelt princip. En varme-/blæserenhed er monteret på tragten sammen med en controller til HB. Den varme luft cirkuleres gennem harpiksen og trækker fugt, når den passerer gennem tragten, hvorefter den frigives til atmosfæren. Denne proces gentages, indtil fugtindholdet er reduceret til specifikationen.
Tørremiddel sengetørrer
Denne type plastiktørrer bruger et tørremiddel, der ligner de små pakker, du finder med forbrugerprodukter. Luft presses gennem den plastikfyldte tragt og ind i en seng eller et filter af tørremiddel. Fugten absorberes, luften opvarmes og recirkuleres tilbage i plastharpiksen. Denne cyklus gentages, indtil det korrekte fugtniveau er nået.
Hvorfor bruge plastiktørrere?
- Grunden til, at processorer bruger tørretumblere, er simpelthen fordi du skal. Plast indeholder enten fugt eller tiltrækker det, og hvis støbning udføres uden tørring, vil resultaterne være katastrofale. På samme måde som majs simpelthen ikke springer, hvis det er for vådt eller tørt, vil plastik ikke forme sig ordentligt og spilde tid og penge.
- Typiske problemer på grund af utilstrækkelig plasttørring.
- Splay opstår, når der er vand til stede.
- Fejl i plastdele er en alvorlig sag og kan resultere i retssager.
- Sølvstriber er et sikkert tegn på vådt plastik.
- Hulrum kan være forårsaget af fugt i harpiksen.
- Hovedgrupper af plast: Hygroskopiske og ikke-hydroskopiske materialer.
- Hygroskopiske materialer er dem, der absorberer fugt i pillerne. Denne fugt danner en molekylær binding med polymerkæderne og kræver varme for at blive frigivet.
- Ikke-hygroskopiske materialer absorberer ikke fugt, men opsamler i stedet fugten på overfladen af pillerne. Dette skal også fjernes ved hjælp af varme og tid, dog generelt ikke så meget tid som hygroskopisk plast.

Korrekt tørring af plastharpiks sikrer den bedst mulige æstetik og ydeevne for et plastprodukt. Brug disse oplysninger som en guide til at forstå det grundlæggende i affugtning af plastmaterialer.
Affugtning af plastharpiks bruges til at minimere eller eliminere problemer, der kan være forårsaget af for meget eller for lidt fugt i et plastmateriale under forarbejdning. Selvom de fleste processorer accepterer behovet for at fortørre harpikser, især meget hygroskopiske, forstår mange ikke det grundlæggende - eller endda ordforrådet for harpikstørring.
I hvilket omfang fugt påvirker kvaliteten af en støbt eller ekstruderet del bestemmes af den specifikke plastharpiks, der behandles, og det tilsigtede formål med delen. Uanset hvad er det højst sandsynligt, at forkert eller ufuldstændig tørring af råvaren vil skabe problemer, uanset om det er under forarbejdning eller når produktet er i brug, eller værre - begge dele.
Plasttørrere, fugtmåling og delekvalitet
Plasttørrere bruges til at fjerne fugt (vand), der er blevet absorberet enten på overfladen af plastpaller eller ind i plastpallernes indre struktur, før de går ind i sprøjtestøbemaskinen for at fremstille dele.
Der er 2 grupper af plast. Den første gruppe vil kun holde vand på overfladen (såsom polypropylen), mens den anden gruppe vil absorbere det i sin indre struktur (såsom PET-polyester).
Tørring er påkrævet for at sikre, at dele af god kvalitet fremstilles konsekvent. Plast med overskydende fugtniveauer vil reagere, når det behandles i støbemaskinens cylinder, og vil producere biprodukter, der vil påvirke f.eks. slagstyrke i den færdige støbte del.
Plast, der skal tørres inden forarbejdning:
- SAN
- VC
- ABS
- PPO
- AKRYL
- ACETAL
- PPS
- POLYCARBONAT
- PET POLYESTER
- PEI
- POLYURETHAN
- NYLON
- PBT POLYESTER
Plast 1 til 7 skal kun tørres af kosmetiske årsager. Overskydende fugt vil forårsage bobler, strømningslinjer eller overfladedefekter i den støbte del. Deres mekaniske egenskaber påvirkes dog ikke af fugt.
Overskydende fugt i plasten 8 til 13 vil påvirke de mekaniske egenskaber i den støbte del. Delen vil have reduceret slag- og trækstyrke, men vil ikke vise nogen kosmetiske defekter. Denne kendsgerning er meget vigtig at vide, så støberne ikke er afhængige af visuel kontrol for at sikre kvaliteten af den støbte del.

Bearbejdning af plastpaller i en sprøjtestøbemaskine, der ikke er tørret til det nødvendige niveau, kan føre til katastrofale konsekvenser i marken. Dele, der ser godt ud, er ikke nødvendigvis stærke nok til at fungere korrekt. Det betyder, at du ikke bare spilder tid på at producere afvisninger, men endnu vigtigere er tilbøjelige til at skade din virksomheds omdømme som kvalitetsleverandør.
Bare fordi plastmaterialet er tørret ved den anbefalede temperatur og tid, betyder det ikke, at materialet er tørt nok til at behandle det. Hvis tørretumbleren ikke er blevet vedligeholdt ordentligt, kan plastmaterialet stadig have for meget fugt og skal muligvis tørres i længere tid.
Derfor er det afgørende, at fugtindholdet måles inden forarbejdning. Dette bør gøres på daglig basis, så fugt kan elimineres som en årsag til eventuelle problemer med delkvaliteten.
Fugtmålingsmetoder
Der er 2 forskellige systemer til fugtmåling - massebaserede og sensorbaserede instrumenter.
Sensorbaserede (normalt Karl Fischer) er de mest nøjagtige, fordi de kun vil måle fugtniveauet i pallerne. Imidlertid vil de massebaserede systemer måle fugtniveauet sammen med andre flygtige stoffer, der produceres under analyseprocessen, hvilket giver en falsk aflæsning.
Tiltrækningen ved massebaserede systemer er deres lavere købspris sammenlignet med sensorbaserede og er lettere at bruge. Men disse er ikke grunde til at bruge denne type instrumenter, fordi de ikke giver nøjagtige og gentagelige resultater.
Yderligere kommentarer
Som sprøjtestøber bruger du millioner af dollars i udstyr såsom støbemaskiner, forme og kølere, så der er ingen undskyldning for ikke at bruge lidt mere på kvalitets plastiktørrere og fugtmåleudstyr.
Derudover er materialeomkostninger en sprøjtestøbers største løbende udgift, så det er afgørende, at spild elimineres.
Plasttørrer - 4 Grundlæggende tørreparametre
Varme
Varme er drivkraften i tørring. Hvis du ikke opvarmer pelleten, vil den ikke frigive sin fugt. Hygroskopiske polymerer har en stærk tiltrækning af vand, og vandmolekylerne er bundet til polymerkæderne. Varme får molekylerne til at bevæge sig mere kraftigt, hvilket svækker de kræfter, der binder vandmolekylerne til polymerkæderne. Over visse temperaturer reduceres kraften, der binder vandmolekylerne til polymerkæderne, hvilket tillader fri bevægelse af molekylerne for at hjælpe med tørringsprocessen. Ikke-hygroskopiske harpikser adsorberer ikke fugt internt i pelleten, men fugt kan samle sig på overfladen af pelleten. Påføring af varme bliver en vigtig del af fjernelse af overfladefugt, når dette sker.
Dugpunkt
Dugpunkt er den temperatur, hvor fugten i luften begynder at kondensere. Det lave damptryk (dugpunkt) af den tørre luft, der omgiver pelleten, får de frigjorte fugtmolekyler til at migrere til overfladen af pelleten.
Tørretid
Plastpiller tørrer ikke øjeblikkeligt. De skal først opvarmes for at give vandmolekylerne fri bevægelighed. Derefter skal der være tilstrækkelig tid til, at vandmolekylerne kan defusere til overfladen af hygroskopiske pellets, eller til at overfladefugt kan fordampe fra overfladen af ikke-hygroskopiske materialer.
Luftstrøm
Airflow fører varme eller tør opvarmet luft til materialet i tørrebeholderen. Ved ikke-hygroskopiske materialer skal du tvinge varm luft over og omkring pillerne for at fjerne overfladefugt. Med hygroskopiske materialer skal du tvinge opvarmet luft med lavt dugpunkt hen over materialet for at få fugtmolekylerne til at løsne sig fra polymerkæderne og bevæge sig til overfladen af pillerne, hvor luftstrømmen fører fugt væk. Mængden af tør luft skal være tilstrækkelig til at udvikle og opretholde den ønskede temperaturprofil i tørretragten. Hvis der kræves fire timers tørretid, skal du holde tørretemperaturen i 4-timers niveauet i tørrebeholderen. Hvis luftmængden reduceres, reduceres temperaturprofilen.
Plasttørrer - Maksimerer energieffektiviteten i harpikstørresystemer
Nogle tørretumblerproducenter foreslår energibesparelser, mens andre, som ikke nødvendigvis har testfaciliteter eller kvalificeret personale til at udføre testning, forsøger at overbevise processorer om, at energibesparelser i en tørretumbler ikke er værd at tale om.
Et kig på energiomkostningerne for gamle vs. nye tørretumblere vil hurtigt overbevise dig om andet. Tendensen med gennemsnitlige elomkostninger er OP, så det er fornuftigt at planlægge for at reducere dine energiudgifter. Jo større tørretumbler - jo større besparelse og jo bedre ROI.
Ydeevnen af ethvert tørresystem er baseret på at bruge minimumsvarmen til at hæve temperaturen til den passende tørretemperatur, mens der opretholdes en konstant materialetemperatur i svælget af sprøjtestøbemaskinen eller ekstruderen. Også regenereringssystemet skal minimere den energi, der bruges til at opvarme tørremiddelmaterialet, mens det dedikerer det meste af energien til at fjerne den fugt, der er opnået under tørreprocessen.
Reduktion af procesvarmetab
Du skal være forsigtig med, hvordan tørretumblerproducenter hævder energibesparelser. Temperatursænkning eller Second Set Point sælges nogle gange som energibesparende funktioner, men det er de ikke. De fleste stoler på "Temperature Setback" - hvad betyder det?
Temperatursænkning sænker procestemperaturen i tørretumbleren og dermed harpikstemperaturen, der kommer ind i procesudstyret. Resultatet er, at forarbejdningsmaskinen skal kompensere for den lavere varme i harpiksen ved at øge varmen fra forskydning og båndvarmerne. Forarbejdningsmaskinen ender med at bruge mere energi for at overvinde manglerne ved tørretumbleren, hvilket resulterer i ingen energibesparelser og bidrager til et dårligere slutprodukt eller produktkonsistens.
Reduktion af procesvarmetab for at øge energibesparelser kan også opnås ved brug af VFD'er (variable frequency drives) til at styre procesblæserens hastighed. Hvis luftstrømningshastigheden og temperaturstigningen minimeres, kan procesvarmeenergien være så lav som nødvendigt for at opvarme harpiksen. Tanken er at minimere den nødvendige luft, så den minimale energi bruges til procesopvarmning. Temperaturen af harpiksen hæves stadig til den passende temperatur for procesmaskinen, men al energien forbliver i tørretragten, og en minimal mængde varme eller energi returneres til tørreren.
For at opnå dette effektivt bør temperaturen af harpiksen og temperaturen, der forlader tørrebeholderen, måles kontinuerligt, og luftstrømningshastigheden justeres, så returlufttemperaturen (temperaturen, der vender tilbage til tørreren fra tørrebeholderen) kun er lidt højere end temperaturen af harpiksen, der kommer ind i tørretragten. Denne proces styres ved at variere blæserens hastighed med en Variable Frequency Drive (VFD), som ændrer blæserens hastighed og dermed luftens strømningshastighed. Ved at minimere luftstrømningshastigheden, samtidig med at harpiksens temperatur holdes, holdes procesvarmen på det lavest mulige niveau. Dette gør det muligt for den nødvendige kraft at tilpasse sig eventuelle ændringer i materialehastighed, harpiksfugtighed og temperatur af harpiksen.
Regenerering kan tegne sig for så meget som 35% af den samlede energiforbrug. For at maksimere energibesparelser skal den energi, der bruges til regenerering af tørremidlet, være minimal. Regenerering består i at opvarme tørremidlet til en temperatur, hvor det frigiver den fugt, der er opnået under harpikstørringsprocessen. Dette involverer at hæve temperaturen af tørremidlet til et punkt, hvor fugten tilbageholdt i tørremidlet forsvinder.
Der er to dele til dette system - hver med en specifik opgave. Vi vil demonstrere dette ved at bruge tørremiddelhjultørreren som vores model:
For det første minimeres hastigheden (RPM) af tørremiddelhjulet, hvilket reducerer antallet af pund pr. minut af tørremiddel, der skal opvarmes. Dette er vigtigt, fordi opvarmning af tørremiddelmediet forringer det primære mål med at fordampe fugt, og varme går tabt uden at opnå det primære mål med vandfjernelse. Hjulhastigheden styres af et variabelt frekvensdrev (VFD) til ikke mere end det, der kræves for at adsorbere fugten fra returluften. Ved at styre hjulets hastighed fyldes tørremediet til sit maksimum, mens det opretholder et konsekvent dugpunkt på mindre end - 40 grader F/C.
Den anden del udføres ved hjælp af en VFD på regenereringsluftblæseren. VFD'en minimerer luftstrømmen til et punkt, hvor vandet desorberes fra molekylsigten, men kun minimal varme forlader hjulet under regenereringsprocessen. Efterhånden som den omgivende luft opvarmes og passerer gennem hjulet, overvåges afgangstemperaturen konstant, og VFD justerer luftstrømmen for at sikre, at minimal luftstrøm bruges til at fjerne al den fugt, der er opnået under tørringen, men der bruges ikke overskydende luft.
Temperaturen på luften, der forlader toppen af hjulet, er lige nok til at fjerne fugten og transportere den væk, men holdes på en konstant temperatur. Dette sikrer, at hjulet fjerner al fugten fra harpiksen uanset harpiksens fugtniveau og vil automatisk justere, efterhånden som fugten ændrer sig på grund af sæsonbestemte variationer eller ændringer i virgin/flake-forholdet.
Plasttørrer - Konsistens af tørrede materialer
Konsistens af tørrede materialer
- Korrekt, ensartet tørring hjælper med støbe- eller ekstruderingsprocessen og hjælper med at forhindre defekter.
Støbetider og ekstruderingshastigheder kan optimeres og øges ved:
- Ensartet tørring til et ensartet lavt fugtniveau.
- Opretholdelse af en konstant tørretemperatur.
- Hold dit tørresystem i god stand.
- Brug tørretumblere med den nyeste, gennemprøvede tørreteknologi for at undgå temperatur- eller dugpunktsspidser og andre uoverensstemmelser.

Vores fabrik
Original fra Europa fra 2002, med mere end 290 plastgenbrugsprojekter i drift i øjeblikket, GET Recycling giver dig et klart råd med en skræddersyet løsning på basis af dine plastik og krav. GET er en af dine ideelle partnere inden for genanvendelse fra begyndelsen af forhandlingerne til at søge efter de bedste løsninger og fra fremstilling af maskiner til eftersalgsservice.
